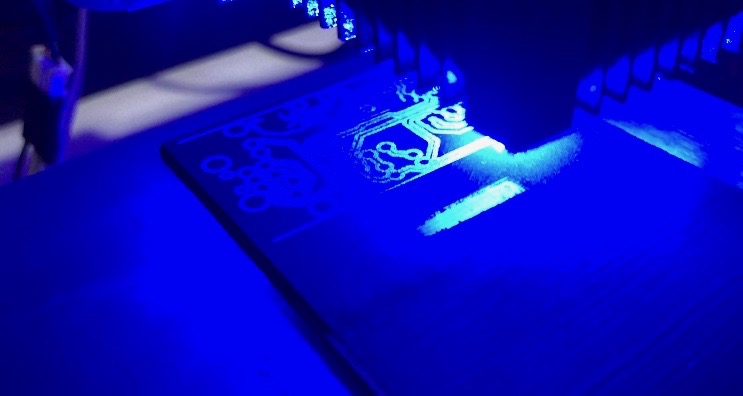
Once the paint is dry, you can use the laser engraver to remove unwanted parts from the mask.
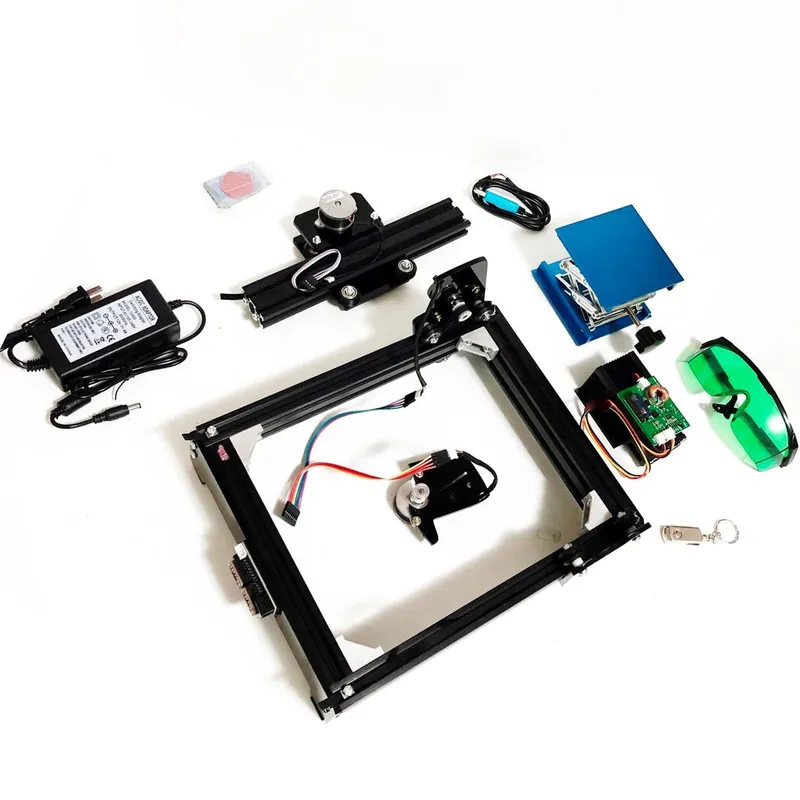
A 10W laser engraver was used as shown at the beginning of this tutorial.
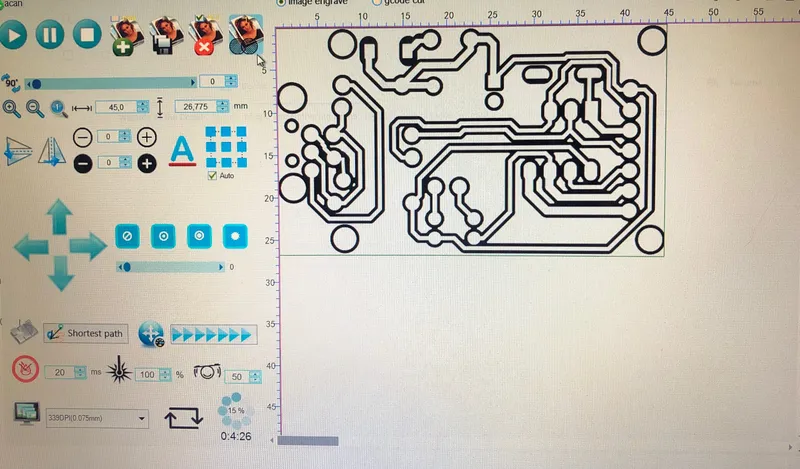
For the production of the board, the following parameters were used:
- Laser intensity: 100%
- Speed: Maximum
- Burning time: 20 ms
- Shortest path
If a different equipment is used, a combination of these parameters must be tested to obtain a better result.
The laser doesn't have sufficient energy to puncture the copper plate, but is able to remove the paint, exposing the copper layer under it.
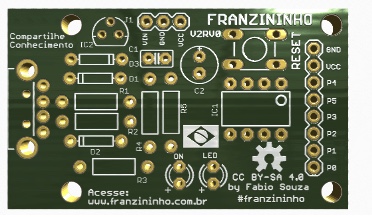
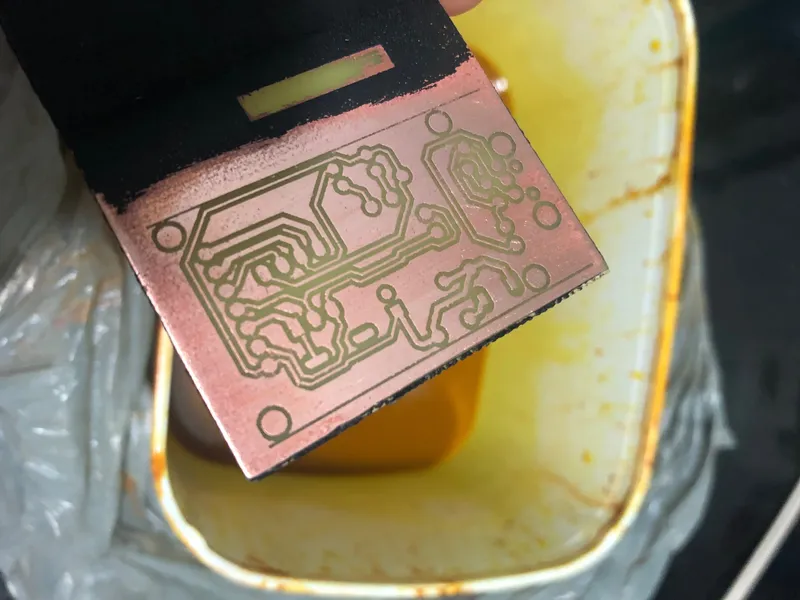
It is important that at the end of this step the circuit is clearly printed on the board (remembering that the dark parts will not be removed after the corrosion, and that only the part of the exposed copper will be corroded).
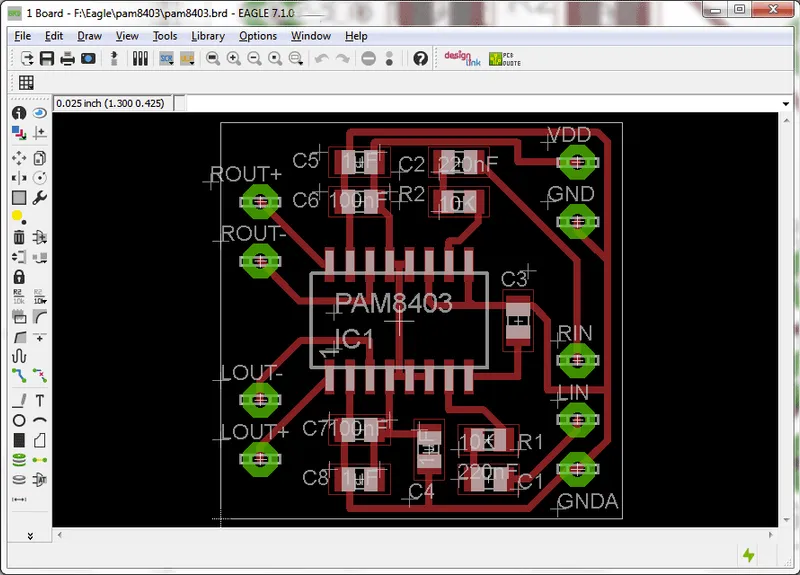
The process may be slow (depending on the dimensions of the board and the amount of material to be removed). Therefore, it is important to limit the area to be burned to the maximum possible, using the copper-filled tool available in most CAD software (Fritzing, for example). Otherwise, considerable time will be spent in removing the ink from sections of the board that do not interfere with the functioning of the final circuit. In addition, limiting the amount of copper to be removed from the plate through corrosion also helps to increase the life of the iron chloride solution, since the oxidation reaction will be less. Thus, more prototypes can be produced before the need to exchange the corrosive solution.
Beware of printing time (limited by manufacturer's recommendation). It may be necessary to take breaks periodically (every 10 minutes, according to the recommendation of the model used in my case).
The printing of the approximately 50mm x 25mm board tested in this project took about 30 minutes. Well more than I expected at first, but still an acceptable time for a prototype.
____________________________________________
Com a tinta esteja seca, é possível utilizar a cortadora a laser para remover as partes não desejadas da máscara.
Foi utilizada uma cortadora laser de 10W, conforme apresentado no início desse tutorial.
Para a produção da placa, os seguintes parâmetros foram utilizados:
- Intensidade do laser: 100%
- Velocidade: máxima
- Tempo de queima: 20 ms
- Caminho mais curto
Caso seja utilizado um equipamento diferente, deve-se testar uma combinação desses parâmetros para obter um melhor resultado.
O laser não possui energia suficiente para perfurar a placa cobreada, porém é capaz de remover a cada de tinta desejada, expondo a camada cobreada sob ela.
É importante que ao final dessa etapa o circuito fique nitidamente impresso sobre a placa (lembrando que as partes escuras não serão removidas após a corrosão, e que apenas a parte do cobre exposta será corroída).
O processo pode ser lento (dependendo das dimensões da placa e da quantidade de material a ser removido). Por isso, é importante que se limite ao máximo possível a área a ser queimada, utilizando a ferramenta de preenchimento cobreado disponível na maioria dos softwares de CAD (Fritzing, por exemplo). Caso contrário, será gasto um tempo considerável na remoção da tinta de seções da placa que não interferem no funcionamento do circuito final. Além disso, limitando-se a quantidade de cobre a ser removido da placa através da corrosão também ajuda a aumentar a vida da solução de cloreto de ferro, uma vez que a reação de oxidação será menor. Assim, mais protótipos poderão ser produzidos antes da necessidade de troca da solução corrosiva.
Cuidado com o tempo de impressão (limitado pela recomendação do fabricante). Pode ser necessário realizar pausas periodicamente (a cada 10 minutos, de acordo com a recomendação do modelo utilizado no meu caso).
A impressão da placa de cerca de 50mm x 25mm testada nesse projeto levou cerca de 30 minutos. Bem mais do que eu esperava no início, porém ainda assim um tempo aceitável para um protótipo.